MIM Process
For fast production of metal prototypes and low-volume parts, customers are increasingly turning to metal injection molding (MIM). The powder-metal parts can be produced at a substantial cost savings compared with machined metal. In service, they exhibit strength and modulus characteristics comparable to wrought metal and surpass the mechanical properties of metal parts produced via investment casting, forging, or machining. Because the metal comprises varied particle sizes and shapes, the resulting parts are significantly stronger than those generated via SLS. In addition, powder-metal has a consistent shrinkage of 12 to 16% depending on formulation. This shrink factor is easily compensated for in model and mold design to produce highly accurate metal parts. The primary limitation of MIM is the cost; it’s economical only for small parts up to 200 grams and with wall thickness of less than 0.25 inches.
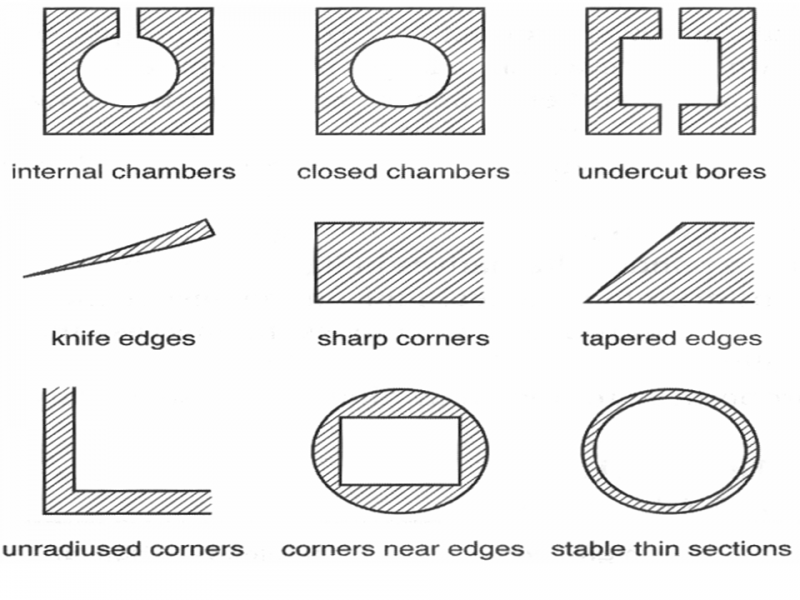
Processing the metal, which is comprised of a low-melt binder mixed with 60 to 70% metal powder, is similar to plastic injection molding. Like plastic injection molding, each MIM project must be carefully evaluated before beginning to analyze shape and design areas that might pose molding or demolding challenges. In addition, variables in feedstock formulations including the type of binder being used, metal particle/grain size and shape distribution, and the mix between water- and gas- atomized particles must be considered as plans are made for injection molding.
Epoxy molds are produced for MIM following the same techniques used for plastic injection tools. “The major difference is in the gating. MIM gates have to feed directly into the mold and the tools can’t be warmed using cold shots. In addition, unlike the plastic injection molding, MIM utilizes low pressure with mold surfaces maintained at about 150°F depending on the binder system. Tools are air-cooled with mold temperature determined in large part by the binder system. The “waxier” the binder system, the cooler the mold can be run.
Once molded, the “green” metal parts are sent to debinding and sintering. Most of the binders are debound using water; thermal and catalytic debinding are also sometimes used. Parts are then placed in a furnace and heated at progressively higher temperatures until the metal begins to melt at about 2,550°F (1,400°C). At this point, the temperature is lowered to about 77°F (25°C) over a 30 to 40-minute period to ensure that the part holds its shape as molded.
| Application | Why use MIM? | Materials: |
| Automotive | Improved Properties | Stainless steel |
| Computers | Enhanced Details | Low Alloy Steel |
| Dental | Reduced Waste/Machining | Soft Magnetic Alloys |
| Electrical | Increased design freedom | Low Expansion Alloys |
| Hardware | Reduced Assemblies | Custom Blends |
| Medical | | |
| Ordnance | | |